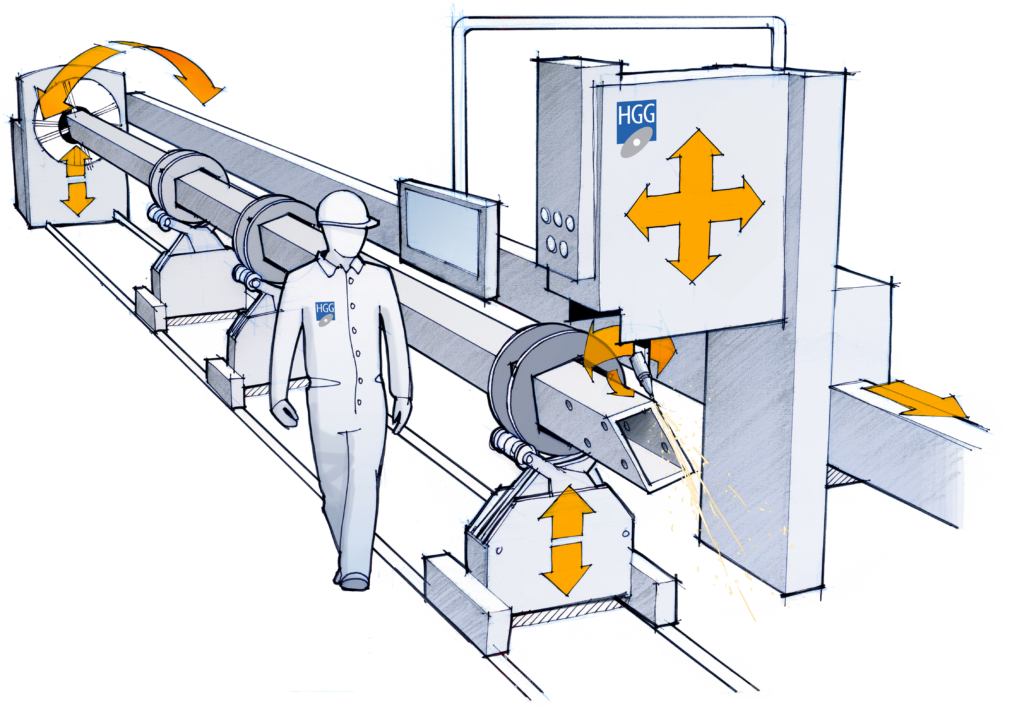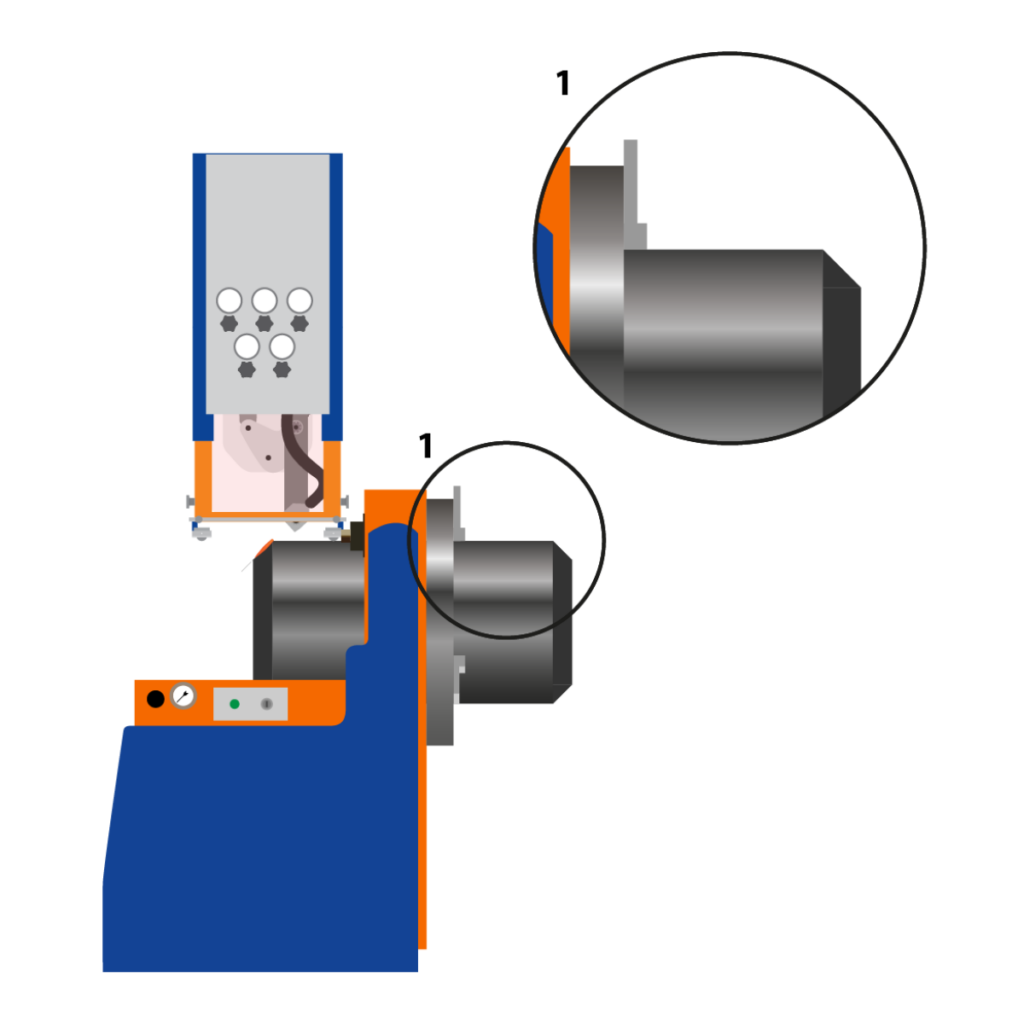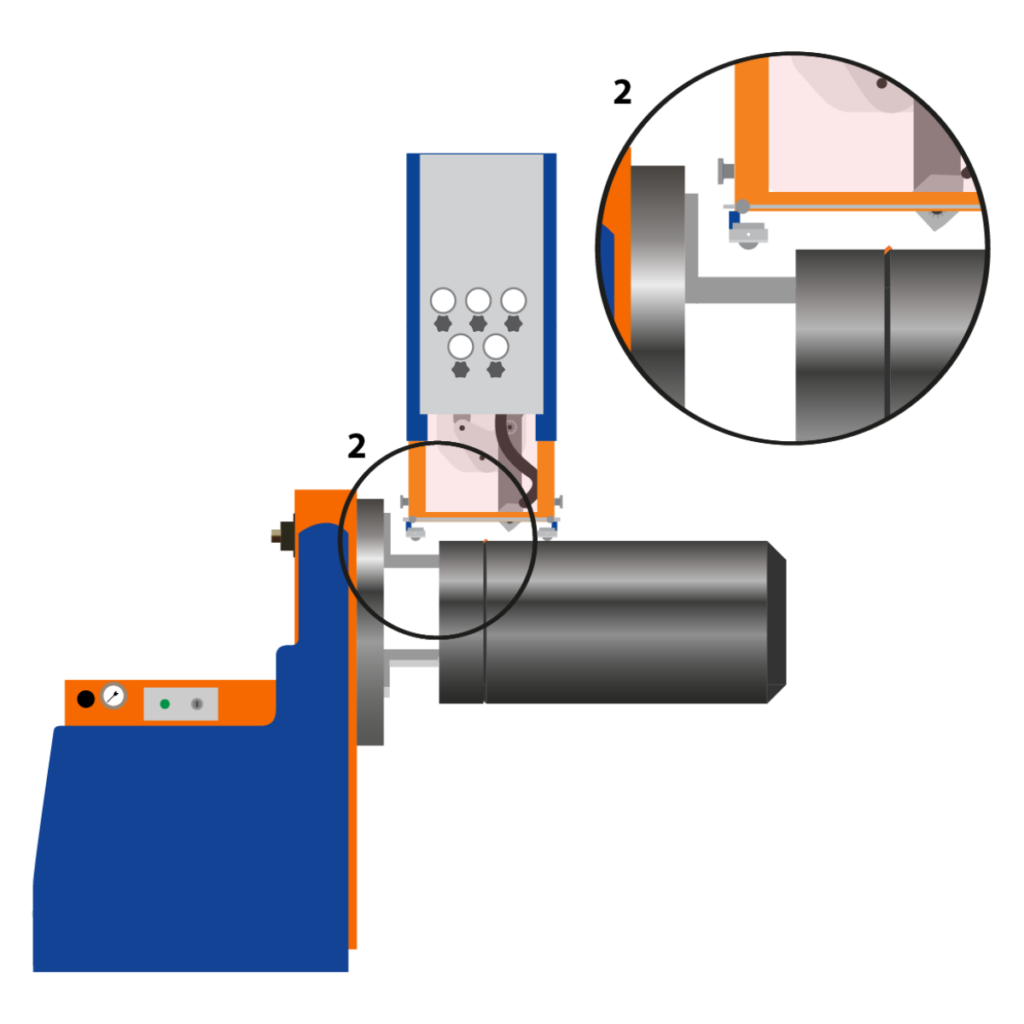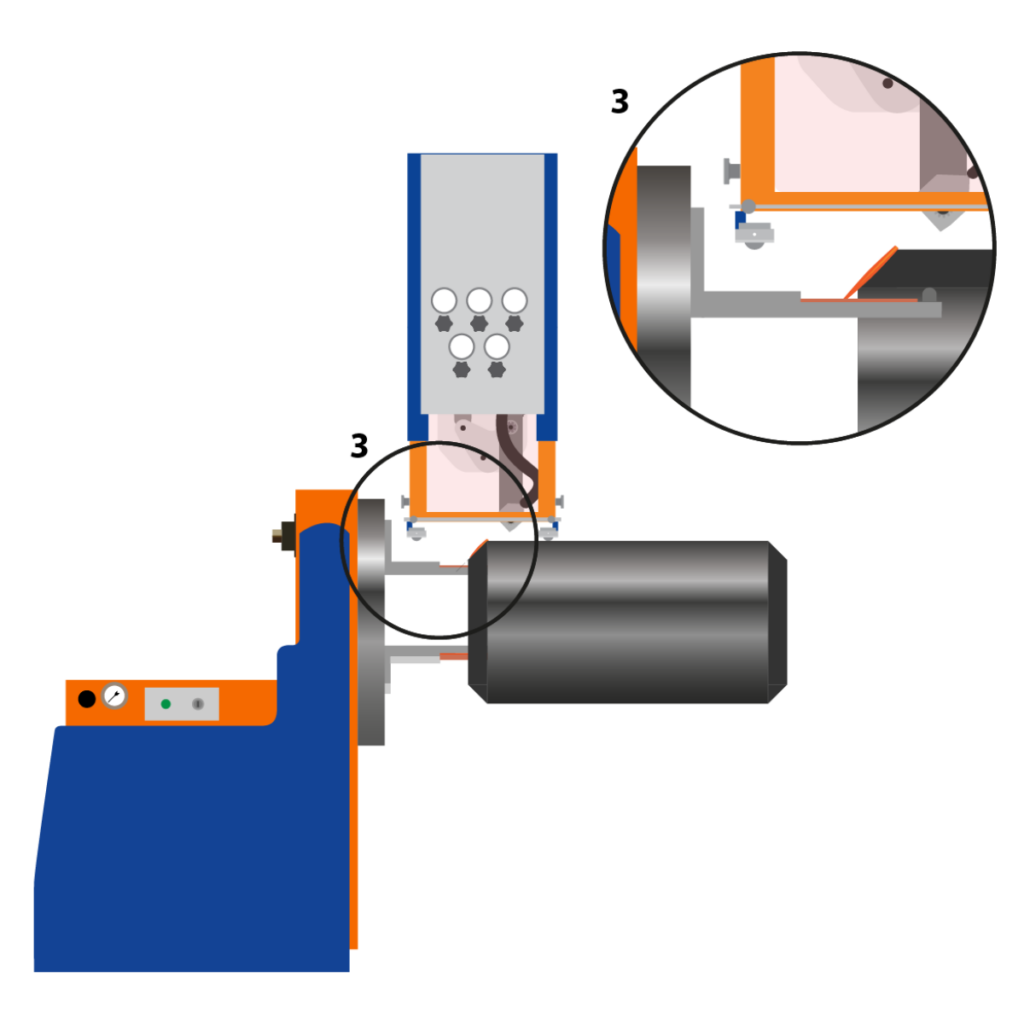

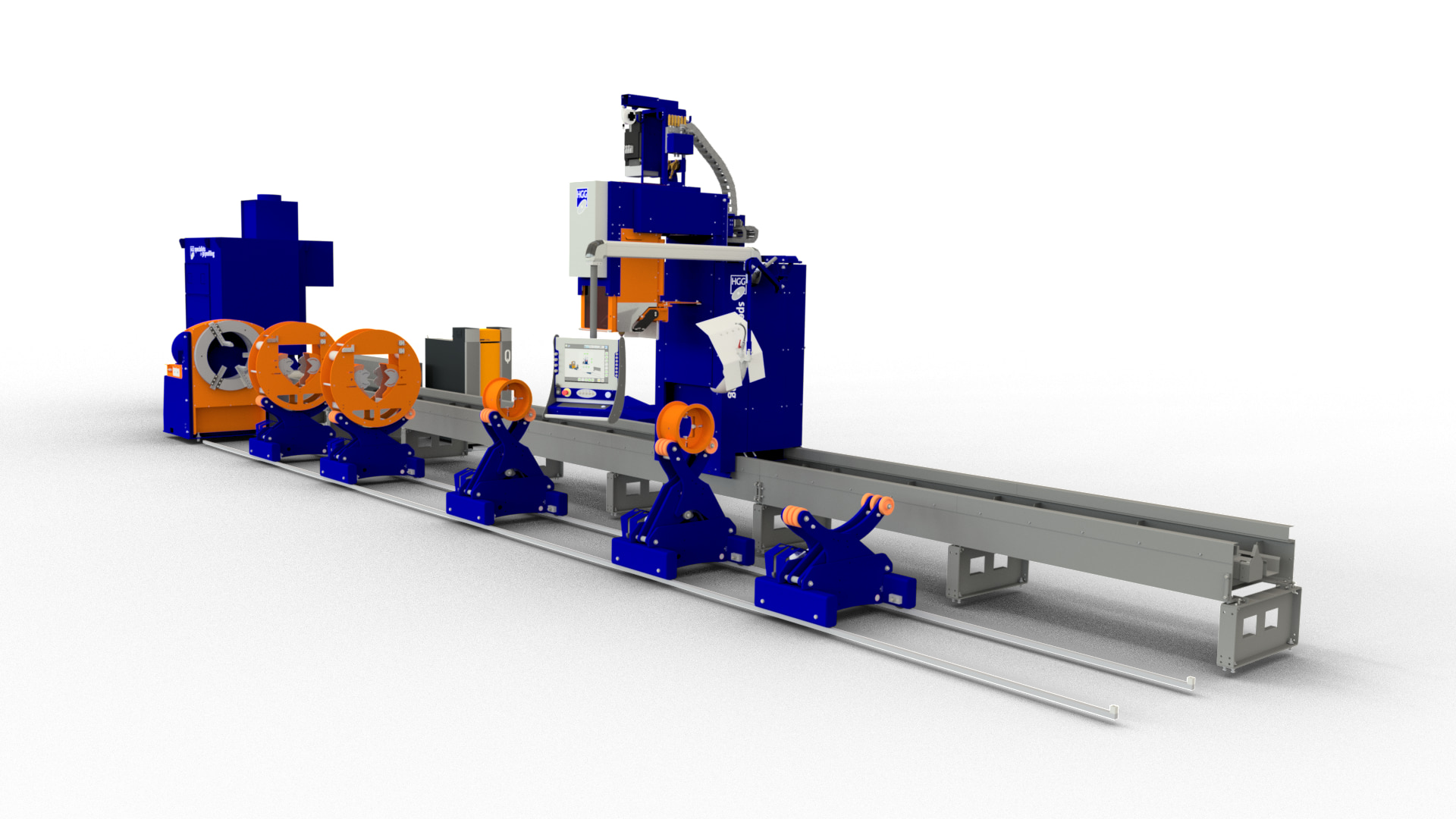
Zusätzlicher Rotator für quadratische und rechteckige Schachtelsextionen

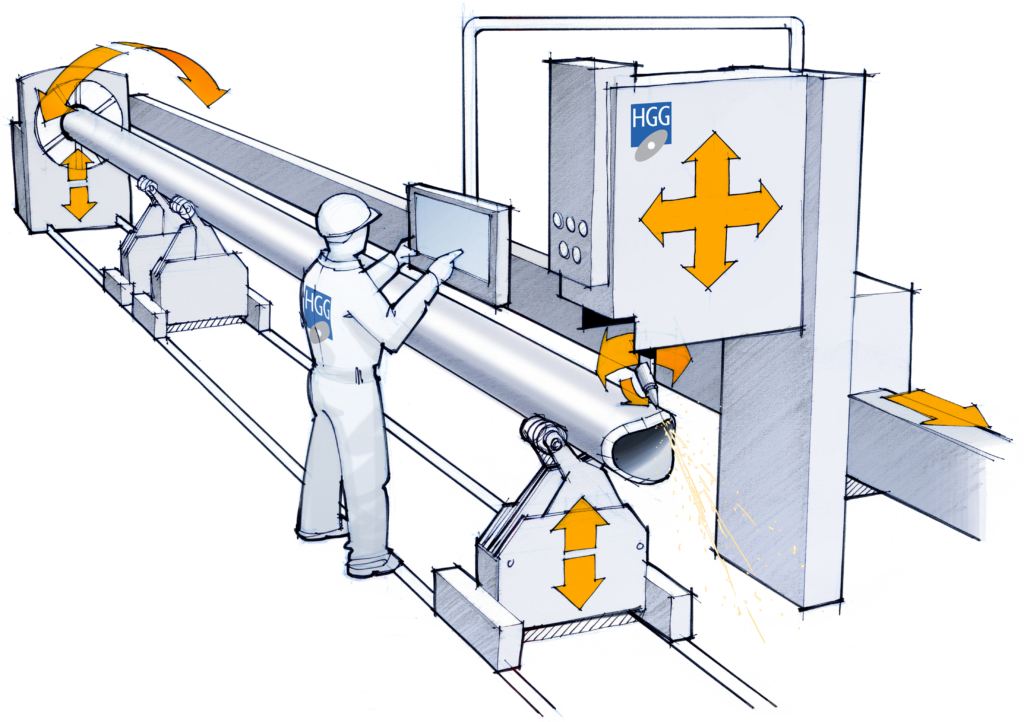
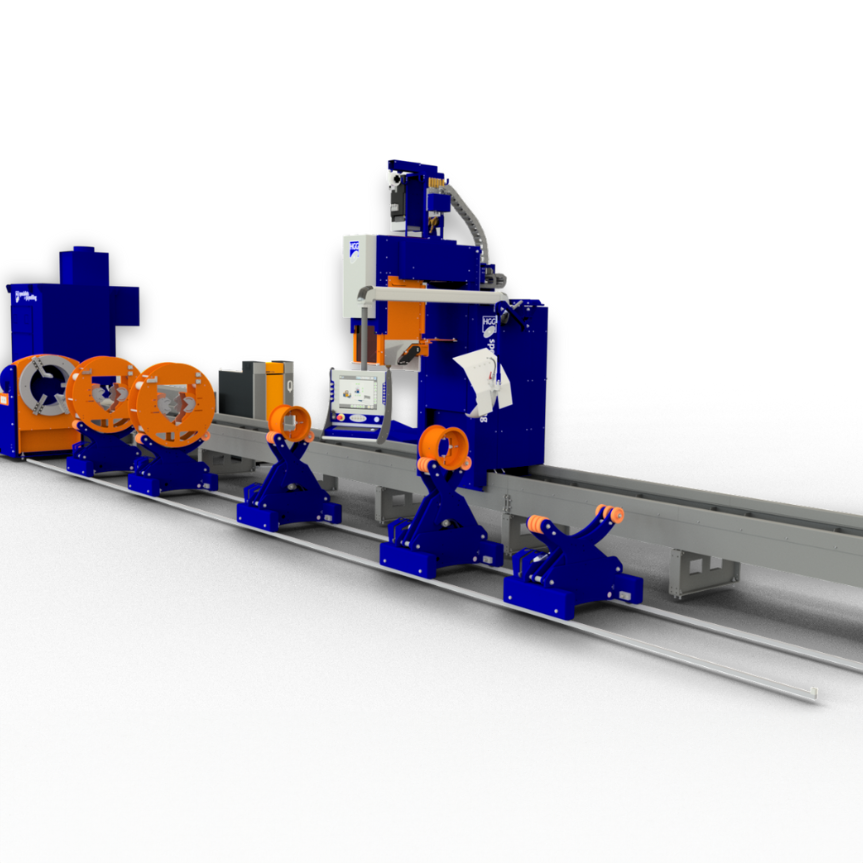
Benutzerfreundliche Oberfläche Maschine

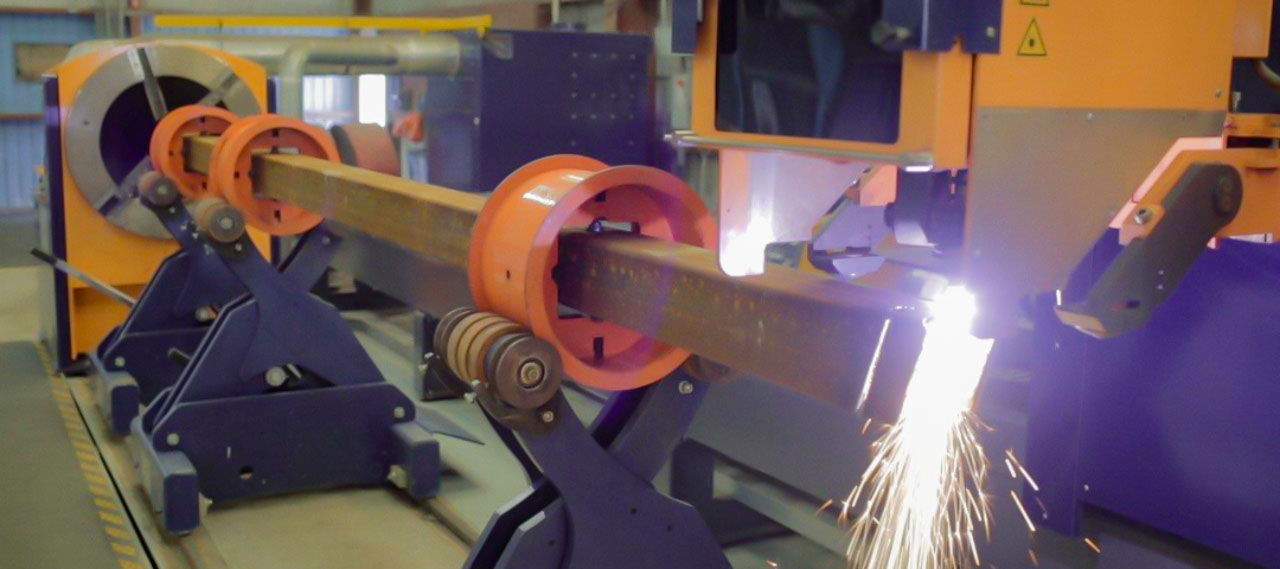
Einstellbare Rohr Stützen

Teileanpassung leicht gemacht mit Markierungsoptionen

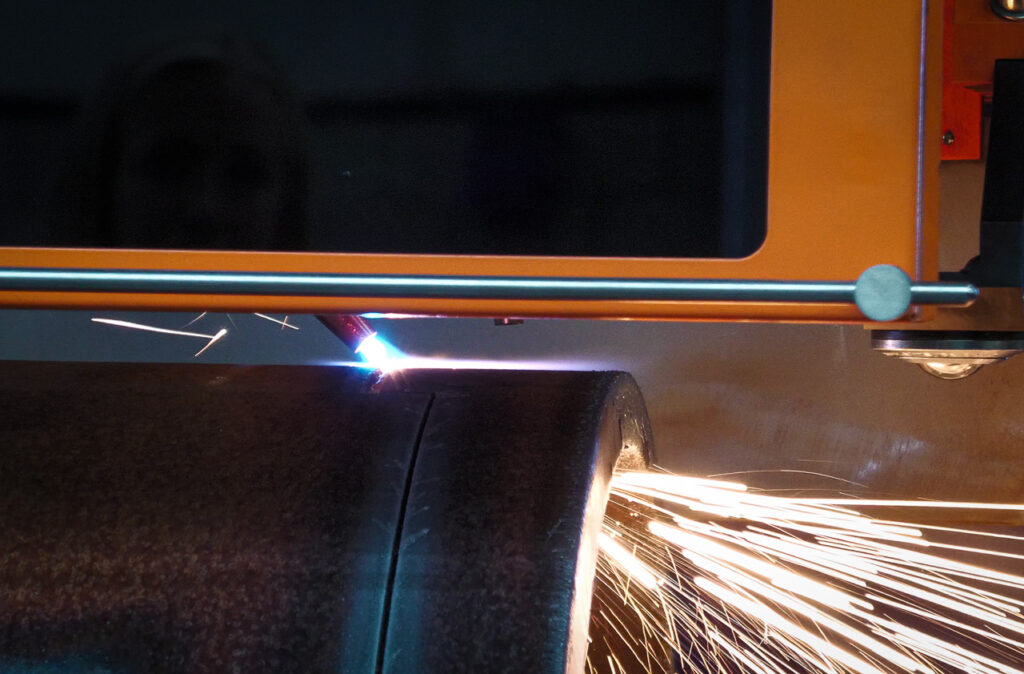
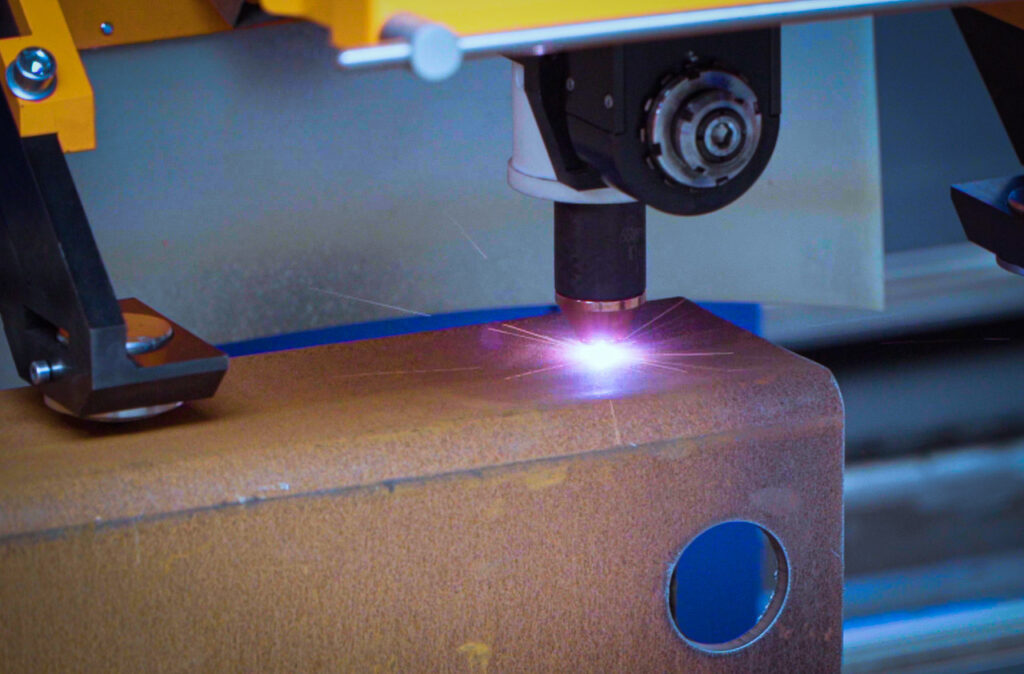
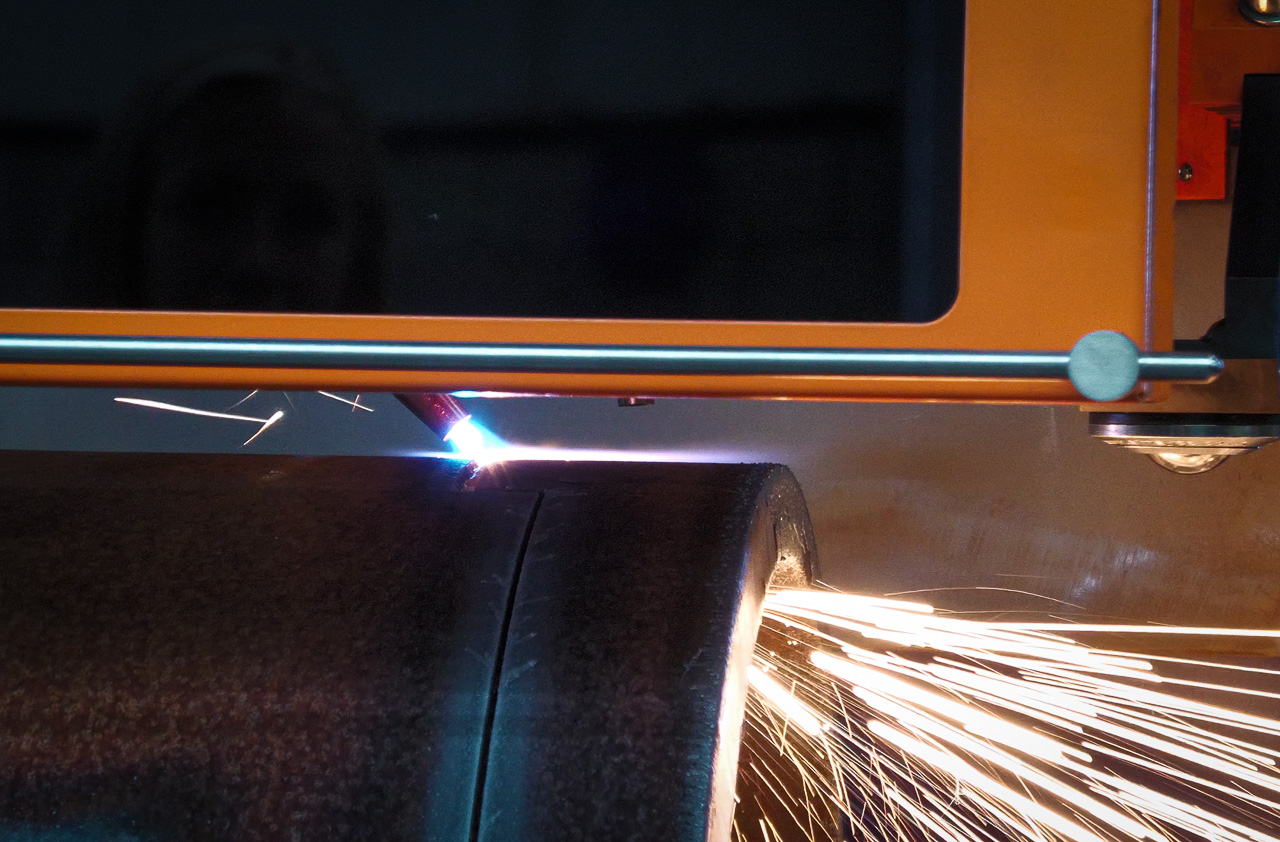
Plasma Schneiden mit Hypertherm oder Kjellberg
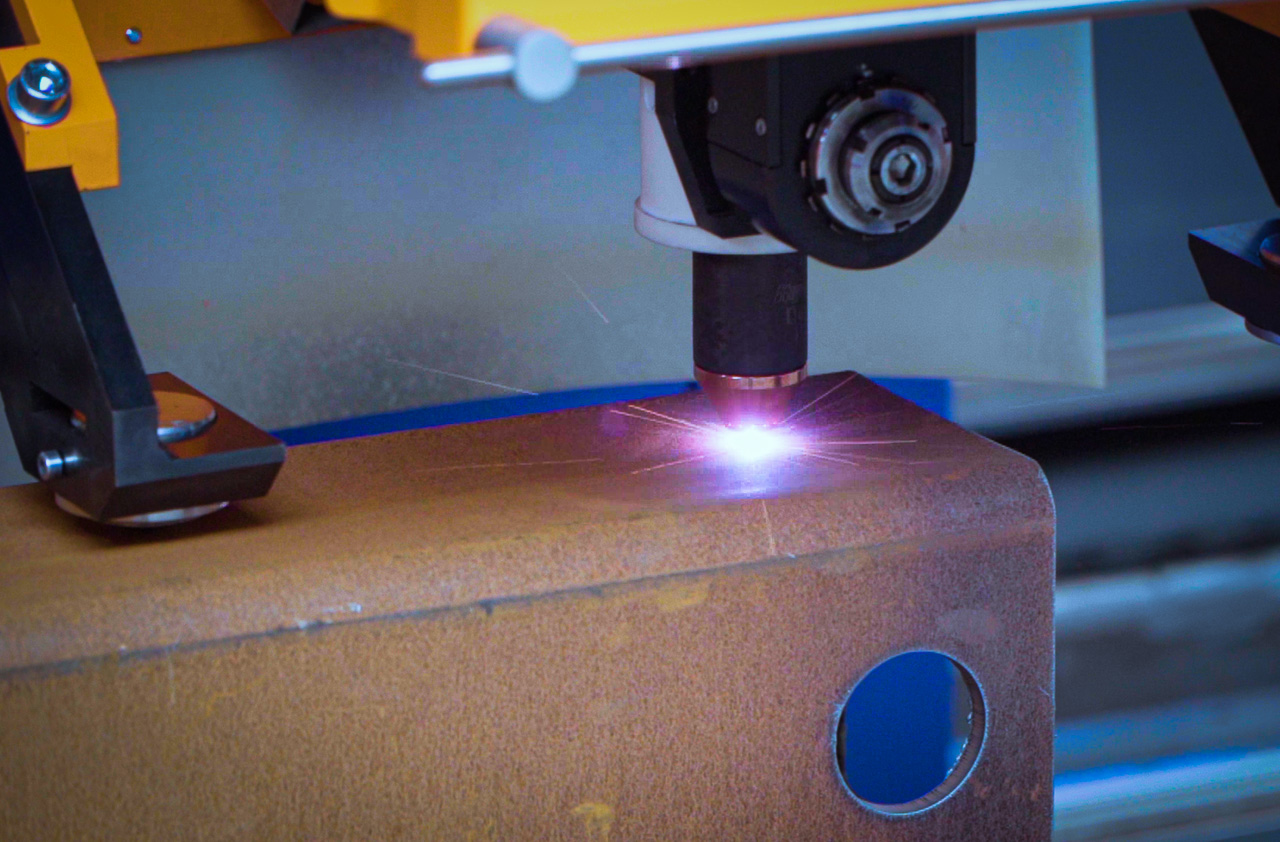
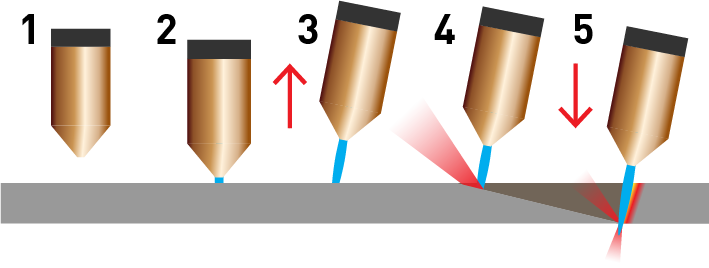
Schneiden von Winkeln bis zu 70° mit Oxyfuel
 |
MPC 450 | 500 | 48 mm | 510 mm |
|
MPC 450 | 600 | 48 mm | 610 mm |
|
MPC 450 | 800 | 48 mm | 815 mm |
|
MPC 450 | 1000 | 48 mm | 1020 mm |
|
MPC 450 | 1200 | 48 mm | 1225 mm |
 |
Alle Editionen | 60 x 60 mm | 450 x 450 mm |
 |
Alle Editionen | 100 x 10 mm | 400 x 40 mm |