Compensación por corte de tubos con plasma
¿Desea mejorar la precisión de su corte de tubos por plasma?
¿Sus piezas cortadas son demasiado cortas o sus cortes no son rectos?
¿Qué lado del plasma debe utilizar para obtener una mejor calidad de corte?
Hay algunas formas de mejorar significativamente la precisión del corte por plasma.
En este artículo encontrará tres formas de mejorar su precisión de corte de tubos por plasma.
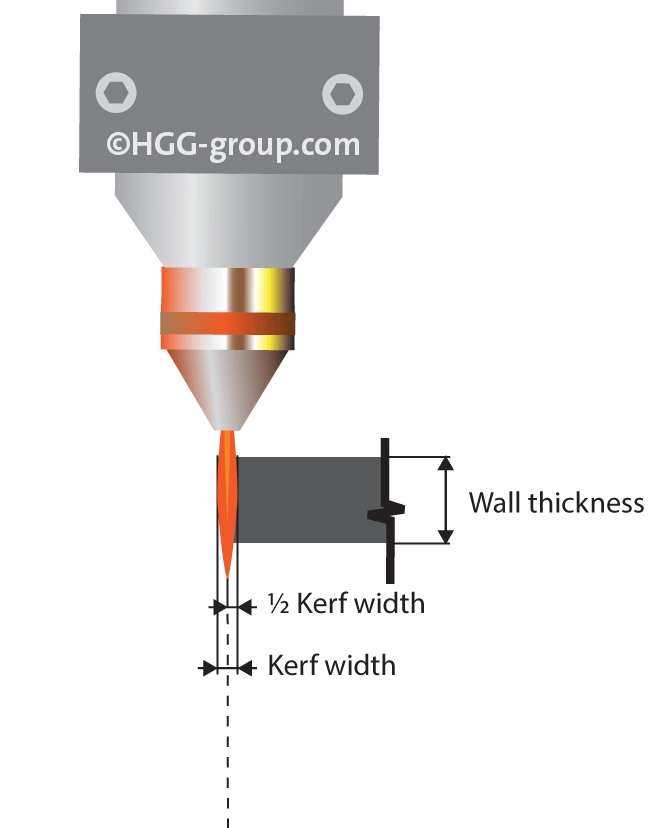
Compensación de la anchura de corte
La anchura o kerf depende de la fuente de plasma, el voltaje y el amperaje en función del grosor de la pared.
Para garantizar una precisión aún mayor, esta sangría puede ser compensada por elsoftware de control de la cortadora de tubos.
Esta compensación suele ser la mitad de la anchura de la sangría.
Compensación de la anchura de corte
La anchura o kerf depende de la fuente de plasma, el voltaje y el amperaje en función del grosor de la pared.
Para garantizar una precisión aún mayor, esta sangría puede ser compensada por el software de control de una máquina de corte de tubos, como la SPC 500 – 1200 PT de HGG.
Esta compensación suele ser la mitad de la anchura de la sangría.
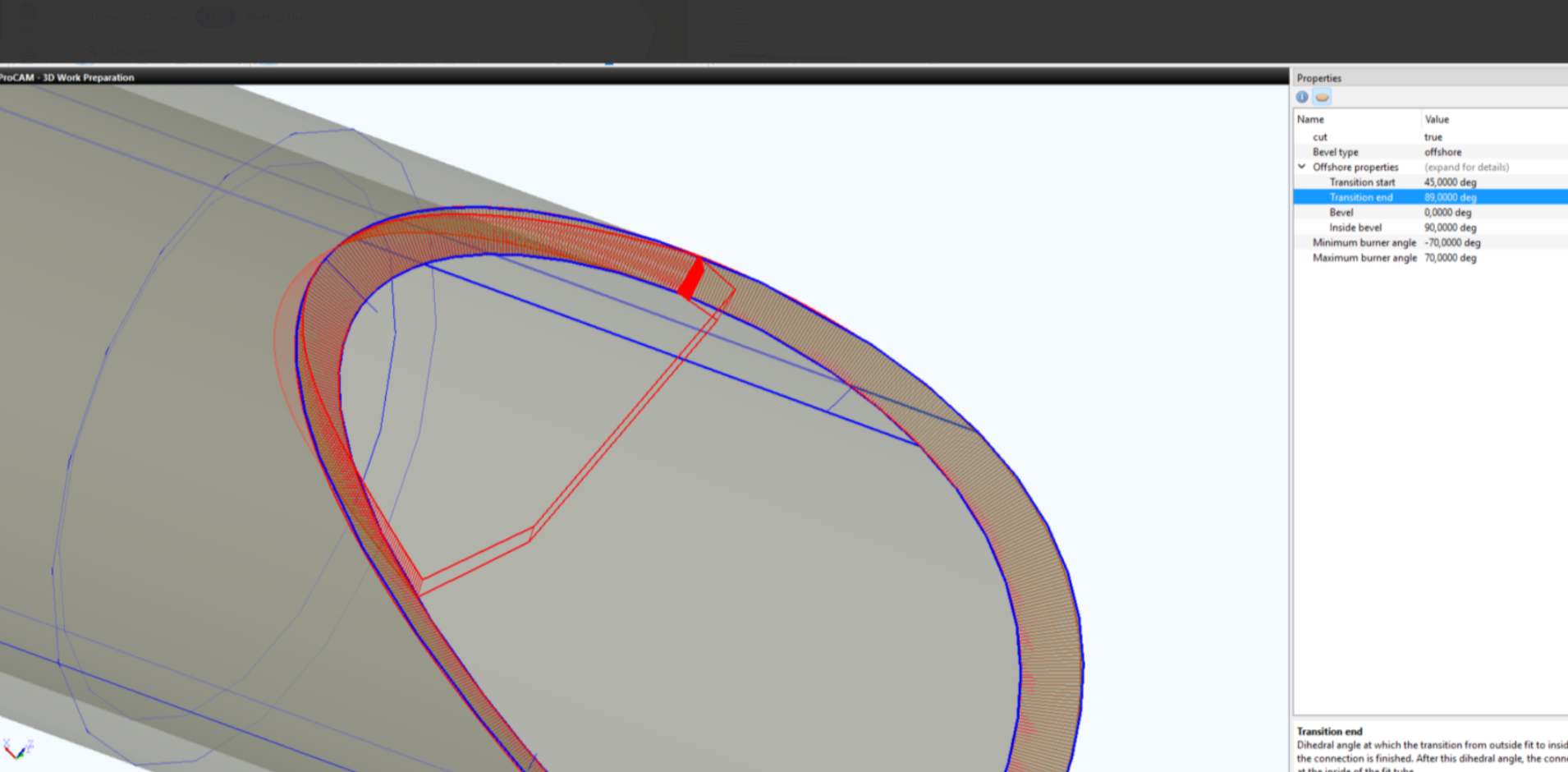
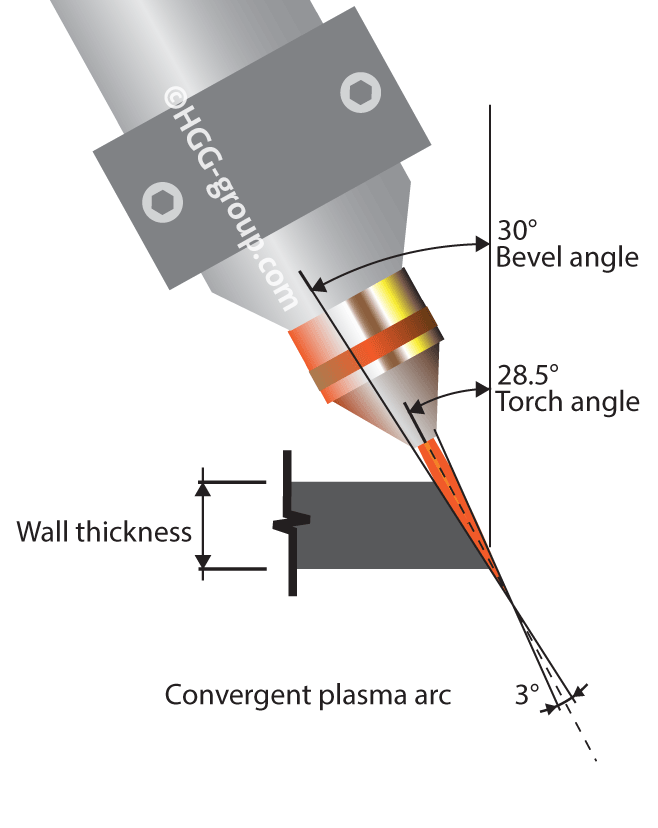
Compensación de la divergencia
En la mayoría de las condiciones de corte, el haz de plasma es divergente; esta divergencia puede variar en función de la antorcha de plasma y la boquilla.
Para asegurarse de que el ángulo de corte es exacto, la compensación de la divergencia puede reprogramarse en la máquina como un desplazamiento.
Como ejemplo, si la divergencia del haz es de 3 grados y el bisel requerido de 30 grados, el ángulo de corte tiene un offset de 1,5 grados.
En consecuencia, el ajuste del soplete es de 31,5 grados compensando la divergencia.
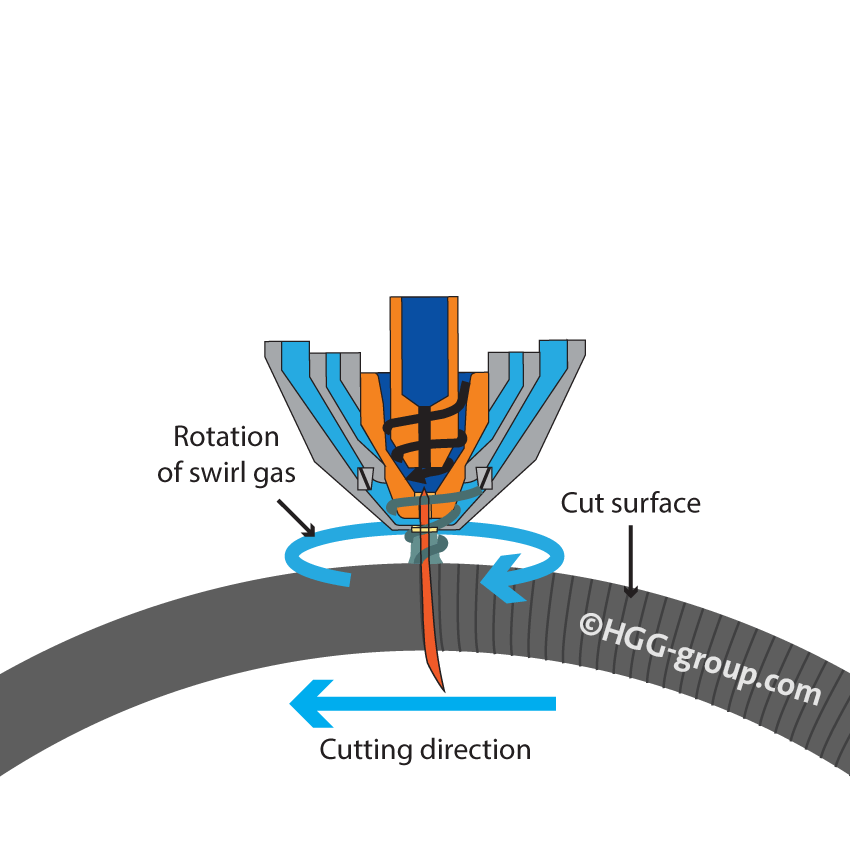
Dirección de corte optimizada
El corte por plasma utiliza un remolino para enfocar, estabilizar y proteger firmemente el haz.
Para obtener un corte recto en sus piezas de producción debe desplazarse en la dirección adecuada.
El «lado bueno» está a la derecha cuando el soplete se desplaza alejándose de usted.