
L’automatisation du processus de profilage des tuyaux est souvent bénéfique lorsque des formes en 3D sont requises.
Le processus automatisé permet non seulement de gagner du temps, mais aussi d’être plus précis que la coupe manuelle.
Les profilages 3D complexes, tels que les trous, les coupes d’extrémité ou les dos de homard, avec ou sans préparation de la soudure, sont facilement réalisés avec une machine à profiler les tuyaux.
Les mouvements fluides et continus, facilement réalisables avec des machines, permettent d’obtenir des coupes plus nettes.
Pour le profilage 3D de vos tuyaux, les machines HGG utilisent 5 points de mouvement pour créer une coupe parfaite à chaque fois !

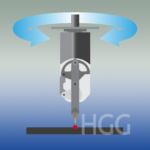
1. Rotation de l’entraînement principal
Pour couper la surface complète d’un tuyau, vous devez le faire tourner autour de son axe central.
La rotation du tube peut être effectuée en le faisant tourner à l’aide d’un support entraîné ou en le serrant avec un mandrin à commande numérique et en le faisant tourner.
Cela permet d’obtenir une précision maximale et d’éviter que le tuyau ne glisse.
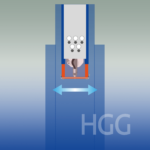
2. Chariot de coupe longitudinal
Le tronçonnage des tuyaux comprend des coupes en bout et des coupes intermédiaires.
Pour couper sur toute la longueur du tube, vous devez soit déplacer le tube, soit déplacer votre chalumeau.
Les machines de coupe de tubes HGG déplacent le chariot de coupe dans la bonne position grâce à un mouvement commandé par CNC.
3. Rotation de la tête de coupe
Le mouvement de rotation de la tête de coupe biaxiale aligne la torche sur le plan correct avant d’incliner la tête de coupe.
La rotation de la tête de coupe est nécessaire pour positionner la torche afin d’obtenir des biseaux précis avec des coupes finales et intermédiaires.
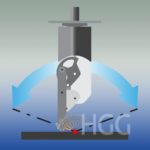
4. Inclinaison de la tête de coupe
Le mouvement d’inclinaison de la tête de coupe biaxiale positionne la torche à l’angle correct pour réaliser des coupes biseautées finales et intermédiaires.
Lorsque la torche de coupe s’incline, le chariot de coupe se déplace longitudinalement pour compenser le nouvel angle de la torche.
La combinaison de ces quatre mouvements permet une coupe en biseau de haute précision.

5. Hauteur du chariot de coupe
Les machines HGG coupent une gamme de diamètres différents.
La combinaison des mouvements en hauteur du chariot et du mandrin permet de couper toute la gamme.
Des bras de détection sur le chariot de coupe maintiennent une distance constante entre la torche et le matériau pendant la coupe, même lors de la coupe de tubes déformés.
Pour les tubes déformés, des bras de détection mécaniques empêchent la torche de heurter le matériau.
Chariot de coupe transversal
Dans certaines situations (par exemple, coupe de tête de cuve, coupe de section de boîte, coupe de trou spécifique), un mouvement transversal, à travers le diamètre du tuyau, est nécessaire.
Cette direction supplémentaire offre l’avantage d’une plus grande accessibilité, mais n’est généralement pas nécessaire.

Les tubes déformés, avec de grandes soudures, une forme en arc ou une ovalisation inégale sur toute leur longueur bénéficient d’un mouvement moindre.
Les coupes intermédiaires, en particulier, peuvent être influencées négativement.
En ajoutant un mouvement transversal, les coupes intermédiaires peuvent être effectuées avec une rotation minimale du tube.
HGG appelle cette technologie PerfectHoleTM et la conseille à ceux qui veulent maximiser la qualité de leur production.



